



模内贴标(IML)系统成套解决方案
模内贴标(IML)是一种在注塑或吹塑过程中,将预印好的标签与塑料制品一次成型的技术。
原理:在模具闭合前,由自动化机械手将标签精确放入模腔内,通过真空或静电吸附固定。随后注入的塑料熔体在高温高压下与标签融合,冷却后标签即成为产品不可分割的一部分,省略了传统的后道贴标工序。
模内贴标(IML)技术通过将装饰与功能集成于一体,不仅极大提升了生产效率和产品美观度,还顺应了绿色环保和智能化的发展趋势。
 下载白皮书
下载白皮书
核心优势

全产业链整合能力
优势:打通从关键设备供应、成套系统集成到终端产品制造的完整路径,具备全产业链关键环节自主可控能力,可提供一站式服务。

系统整合能力
优势:强调生产线整合而非单一设备制造,确保各模块无缝协同,减少客户自行对接的复杂度和风险。

试量产验证
优势:客户无需在自己的产线上反复调试,大大降低投产风险,确保系统“即插即用”。

模块化产线设计
自动化系统兼容多品牌注塑机。
模具仅需更换模芯即可切换产品。
自动化设备多种搭配方式,耗时更短、稼动率更高。

数据驱动,持续迭代
优势:通过实际生产反馈不断驱动设计与系统迭代,形成“生产→反馈→优化”的闭环,系统越用越稳定、越高效。

四大关键指标:"3高1低“
①高品质、②高稳定性、③高效率、④低人力成本


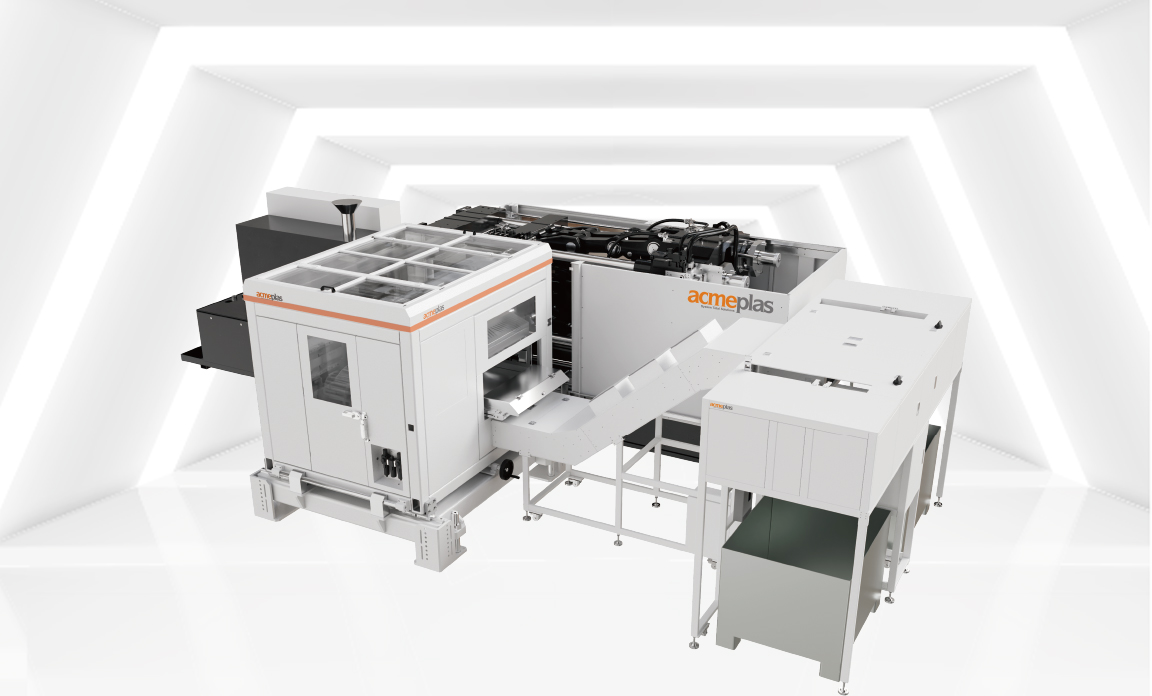
模内贴标(IML)系统解决方案
选择acmeplas机器为基础,您就掌握了通往最高效预成型系统的关键。在设计完整的交钥匙系统时,我们会代表您与行业和市场上的领先合作伙伴紧密合作。
珂明为您提供一站式服务,包括注塑机、模具、热流道、自动化设备、干燥机、冷水机以及其他周边设备——更不用说我们全面的膜内贴(IML)专业知识了。
项目落地完整流程

技术论证


项目讨论

研发设计

项目执行

系统装配与测试

试量产与验收

现场交付

售后和技术支持








技术论证
竞品与市场分析:收集同类产品的IML应用案例;分析目标市场对标签外观、耐久性的要求。
初步模具流分析:使用模流分析软件模拟充填、保压、冷却过程;验证标签区域塑料流动是否均匀,避免标签卷曲。
标签与基材相容性测试:测试标签与塑料熔体的热熔结合强度:验证标签是否会在高温高压下收缩或变色。
设备选型初步方案:确定所需注塑机吨位、注射速度(建议高速机);初选机械手类型(侧入式或顶入式);规划自动化后段(堆叠、打包)基本形式。
项目讨论
零件概念定义:确定产品类型(如薄壁容器、IML果酱盒、酸奶杯等);确定产品基本尺寸、容量、壁厚范围。初步;确定标签覆盖区域(侧标、全包、局部等)。
零件优化(重量、功能、设计、装饰):优化产品结构,保证脱模斜度、壁厚均匀;结合IML工艺,设计标签定位筋或吸附区域;评估是否需要防烫、防刮、高透明等功能;确定装饰图案风格、色彩要求、印刷精度
技术评估(过程):评估IML工艺可行性(标签是否能稳定吸附、成型周期是否满足);初步判断是否需要叠模、多腔模具;识别潜在风险(如标签移位、冲墨、冷却不均)
材料评价/定义:选择产品基材(PP、PE、PET等);选择标签材料(同材质薄膜,如BOPP、PP合成纸);确认标签油墨类型(耐高温、无迁移);确定辅助材料(真空吸附用密封圈、静电发生器型号)
研发设计
模具详细设计:设计型腔、型芯、冷却水道布局;设计标签定位结构(真空孔、静电吸附槽);设计模具防撞、防刮伤结构。
标签与印刷设计:完成标签图案终稿,确定拼版方式;确定印刷工艺(凹印、柔印、数码印);制作打样标签,进行上机测试。
自动化方案设计:设计标库、取标机械手行程与抓取方式;设计产品取出、输送、堆叠、打包一体化方案;规划整线控制系统架构(PLC、HMI、MES接口)。
辅助设备选型与采购清单:列出除湿干燥机、冷水机、模温机、空压机等规格;确定输送带、计数装置、打包机型号。
项目进度与预算编制:制定模具制造、设备采购、装配调试的时间节点;编制详细预算,预留试量产和应急费用。
项目执行
模具制造与试模:模具零部件加工、热处理、抛光;在模具厂进行T0试模,检查标签放置与成型效果;模具优化与维修(如调整吸附孔、增加排气)。
标签与印刷品生产:批量印刷、模切、检验标签;标签包装防静电、防尘处理。
注塑机与辅助设备采购/制造:采购或制造高速注塑机(如油电复合机);采购除湿干燥机、冷水机等并完成出厂测试。
自动化系统集成:机械手、标库、输送带、堆叠机装配;控制系统接线与程序初步调试。
整线厂内预装配与联调:在珂明或供应商工厂内将各模块组装成线;进行空循环测试,检查时序同步性。
系统装配与测试
设备定位与水平调整:注塑机、机械手、输送带等按布局图就位;调整水平与减振垫铁。
水电气管路连接:连接冷却水、压缩空气、电源、信号线;检查气路密封性与电压稳定性。
安全装置检查:验证安全门、光栅、急停按钮功能;检查机械手与注塑机的安全互锁。
单机功能测试:注塑机空运转(开合模、顶出、注射单元);机械手各轴运动测试,标库出标测试;辅助设备(干燥机、模温机)达到设定值。
整线空循环联调:无模具状态下,模拟取标→开模→放标→合模→取件→输送流程;调整各动作时序,优化节拍。
试量产与验收
模具与标签上机:安装IML模具,接通真空/静电发生器;放入标准标签,测试吸附位置精度。
工艺参数调试:设定料筒温度、模具温度、注射速度、保压压力;优化冷却时间,平衡成型周期。
小批量试产:连续生产100~500模,记录良品率;检查标签位置、熔合效果、产品尺寸。
性能指标验证:测量产品克重、壁厚、标签附着力;测试整线节拍是否达到设计产能;验证废品率是否低于约定值(如<1%)。
自动化系统连续运行测试:24小时连续运行,统计停机次数;检查堆叠、打包计数是否准确。
验收报告签署:整理测试数据,双方确认达标项;对遗留问题制定整改计划;签署临时或最终验收单。
现场交付
现场勘验与基础准备:确认车间地面承重、空间高度、物流通道;预留冷却水、电源、压缩空气接口位置。
设备吊装与拆箱:安排吊车、叉车将设备移至安装位置;拆除包装,检查外观与备件。
机械水平与固定:使用水平仪调整设备水平度;地脚螺栓固定或安装减振垫。
初步连接:连接主电源、控制线缆;连接冷却水管、气管。
现场清理与标识:清理安装垃圾,张贴安全与操作标识。
售后和技术支持
操作培训:培训客户操作员(注塑机、机械手、自动化界面操作);培训工艺员(参数调整、模具维护、标签更换);培训维修工(常见故障排查、易损件更换)。
工艺文件与SOP交付:提供标准作业程序(SOP);提供模具保养规范、标签存储要求;提供整线电气原理图、气路图。
远程与现场技术支持:设立7×24小时远程支持热线;定期现场巡检(如每季度一次);紧急故障4小时内响应,24小时内到厂。
备件供应与维保协议:提供易损件清单及推荐库存量;签订年度维保合同,包含预防性维护;系统软件升级与功能扩展。
持续优化与数据迭代:收集客户生产数据,优化模具或工艺;根据新品需求提供模块化改造方案;定期回访,收集改进建议。
模块化架构,
构建多元注塑方案


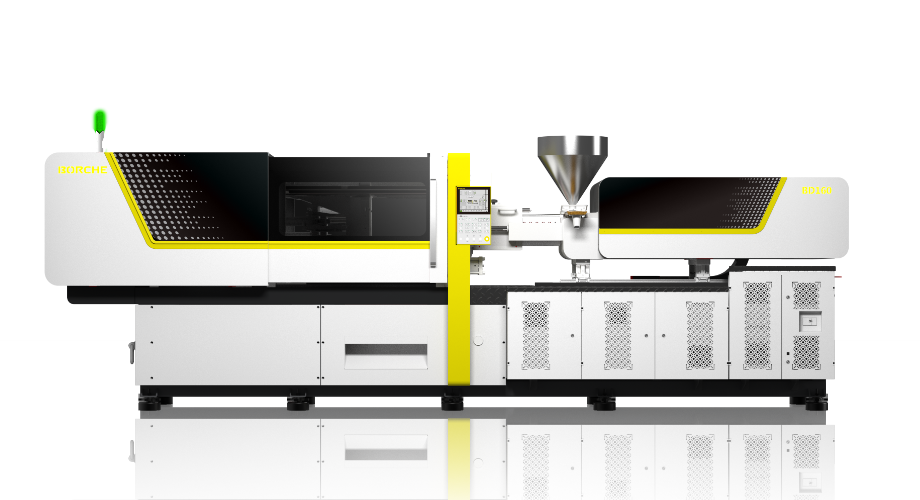
珂明
全产业链方案商,自研机、模、自动化。
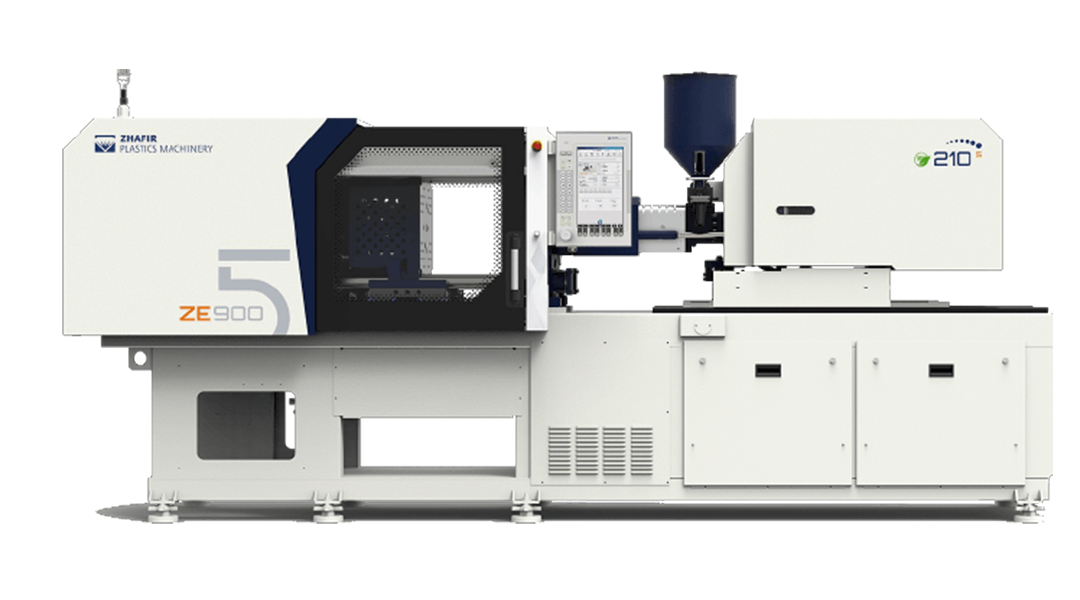

长飞亚
海天高端全电注塑机,高精节能智能。
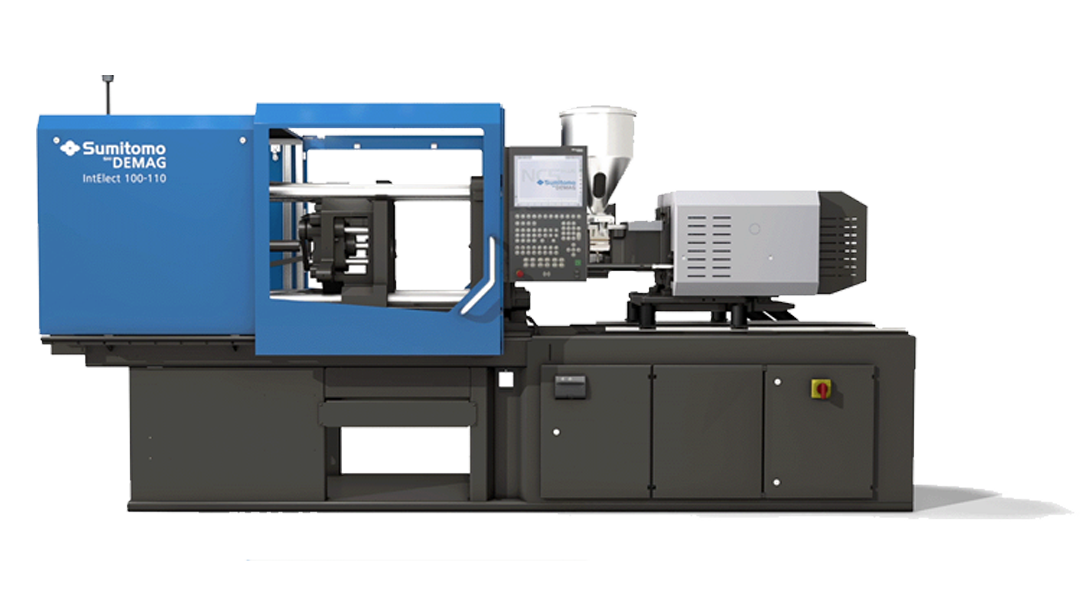

德马格
德国70年品牌,精密稳定节能。

博创
二板智能注塑机专家,节能精准。


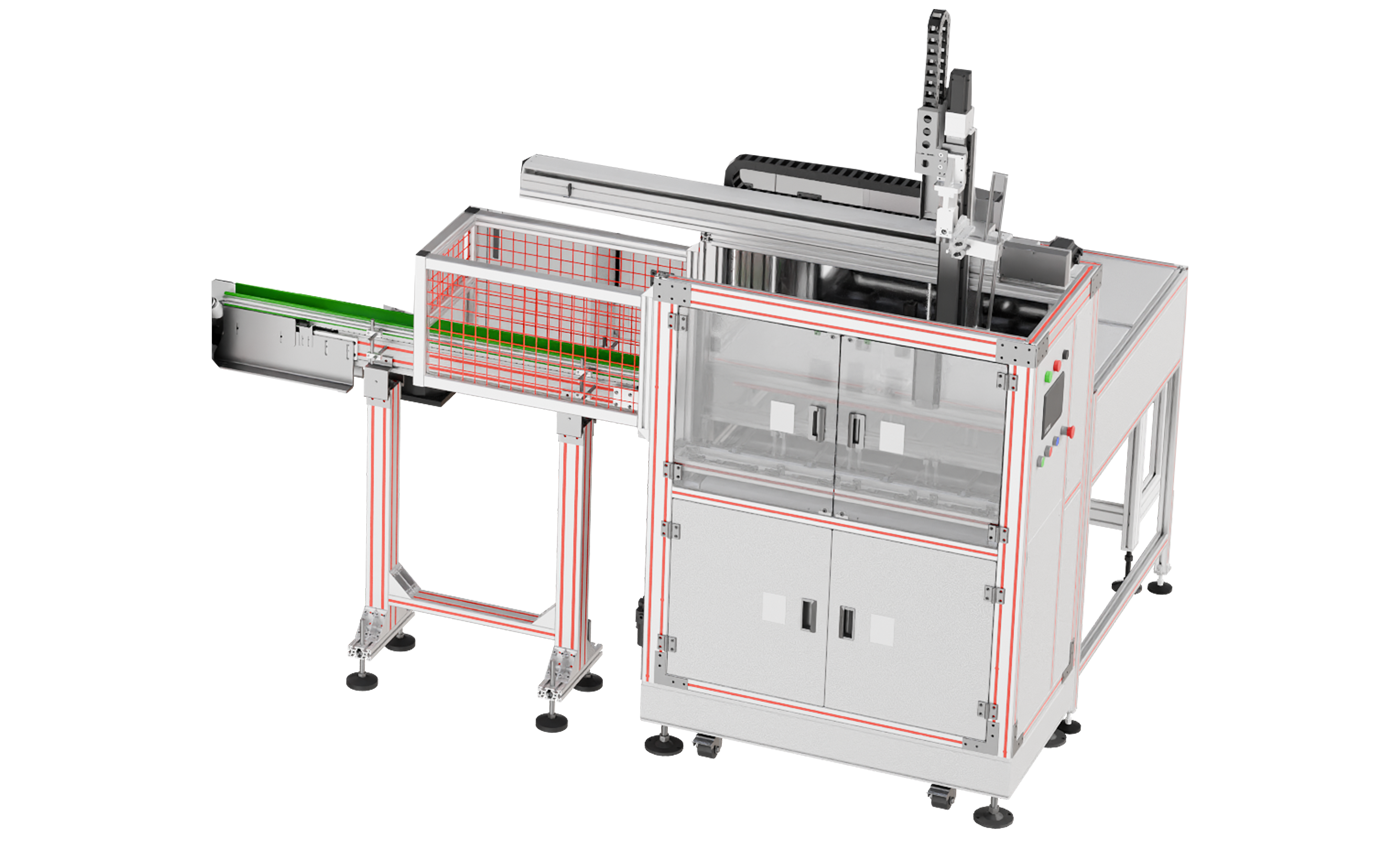
机械手与贴标仓
贴标仓是IML自动化系统中用于存储、分离和定位预切好标签的装置。它确保机械手每次都能在同一位置、以相同的姿态取走一张标签,避免双张或多张粘连,保证后续放入模具的位置精度。


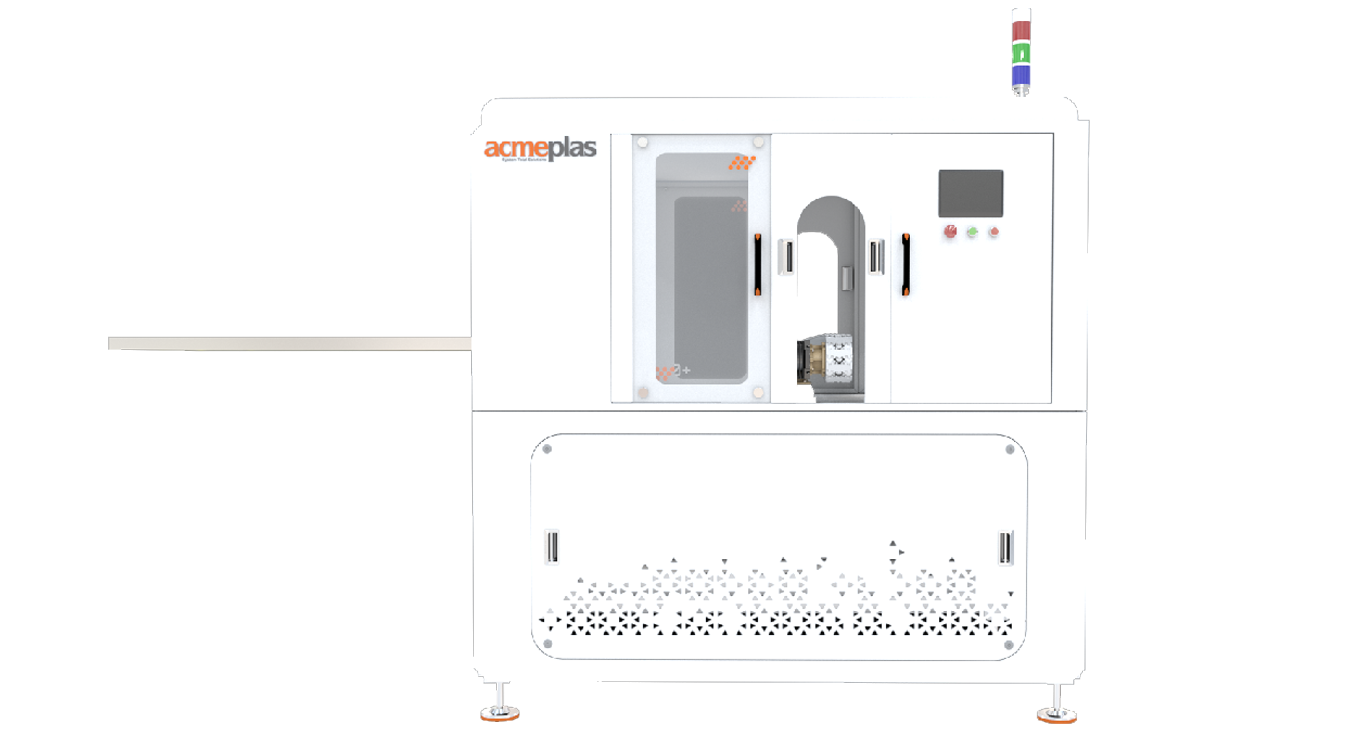
在线视觉检测
视觉检测是IML生产线中的“智能质检员”,它能以毫秒级的速度和远超人工的精度,对每一件产品进行全方位的检查,是实现无人化、高良品率生产的关键一环。

堆叠机
堆叠机是IML产线后道自动化的关键设备,它将注塑成品按预设数量整齐堆叠,为后续包装做准备,有效取代了人工堆叠,是产线实现“黑灯工厂”式生产的重要一环。

打包机
打包机是IML生产线末端、连接制造与仓储的关键设备。它通过自动封箱、捆扎、缠膜等方式,对堆叠好的产品进行最终封装,以便存储和运输,是“黑灯工厂”全面无人化运作的“最后一步”。
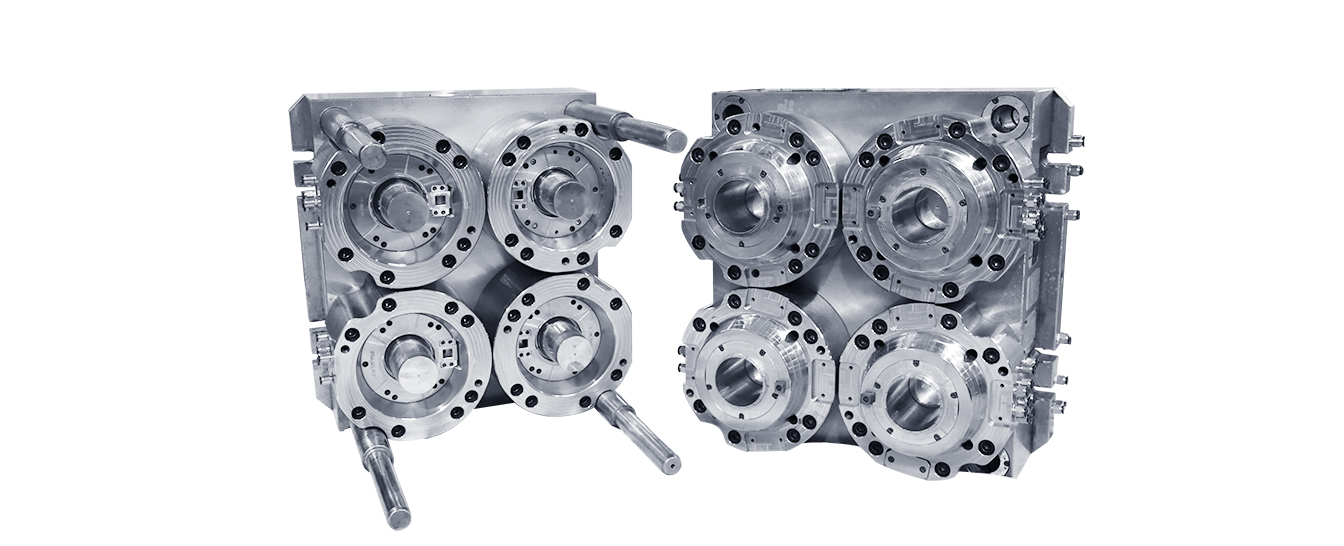

4穴模具
更换模芯即可切换产线


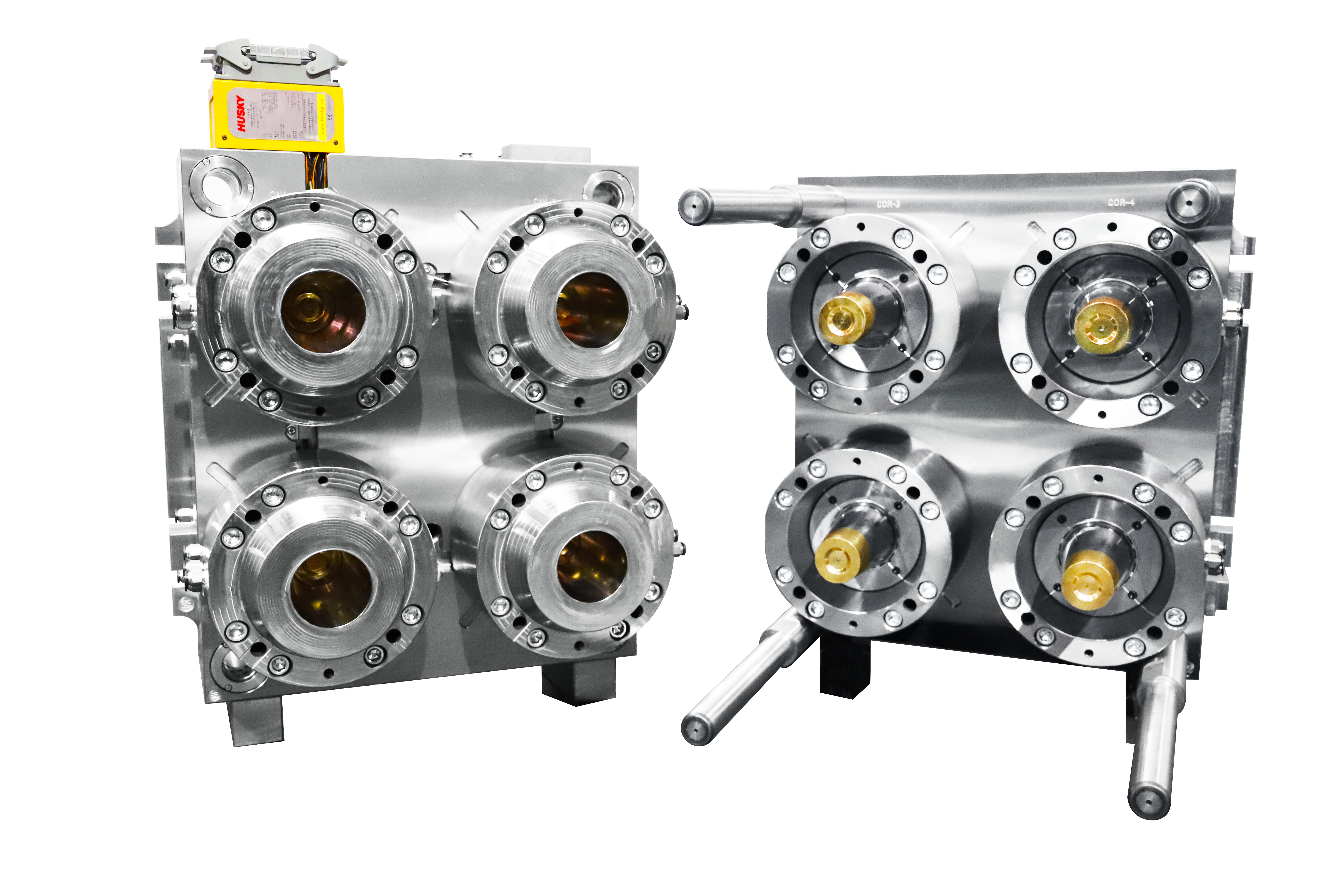
4穴模具
更换模芯即可切换产线

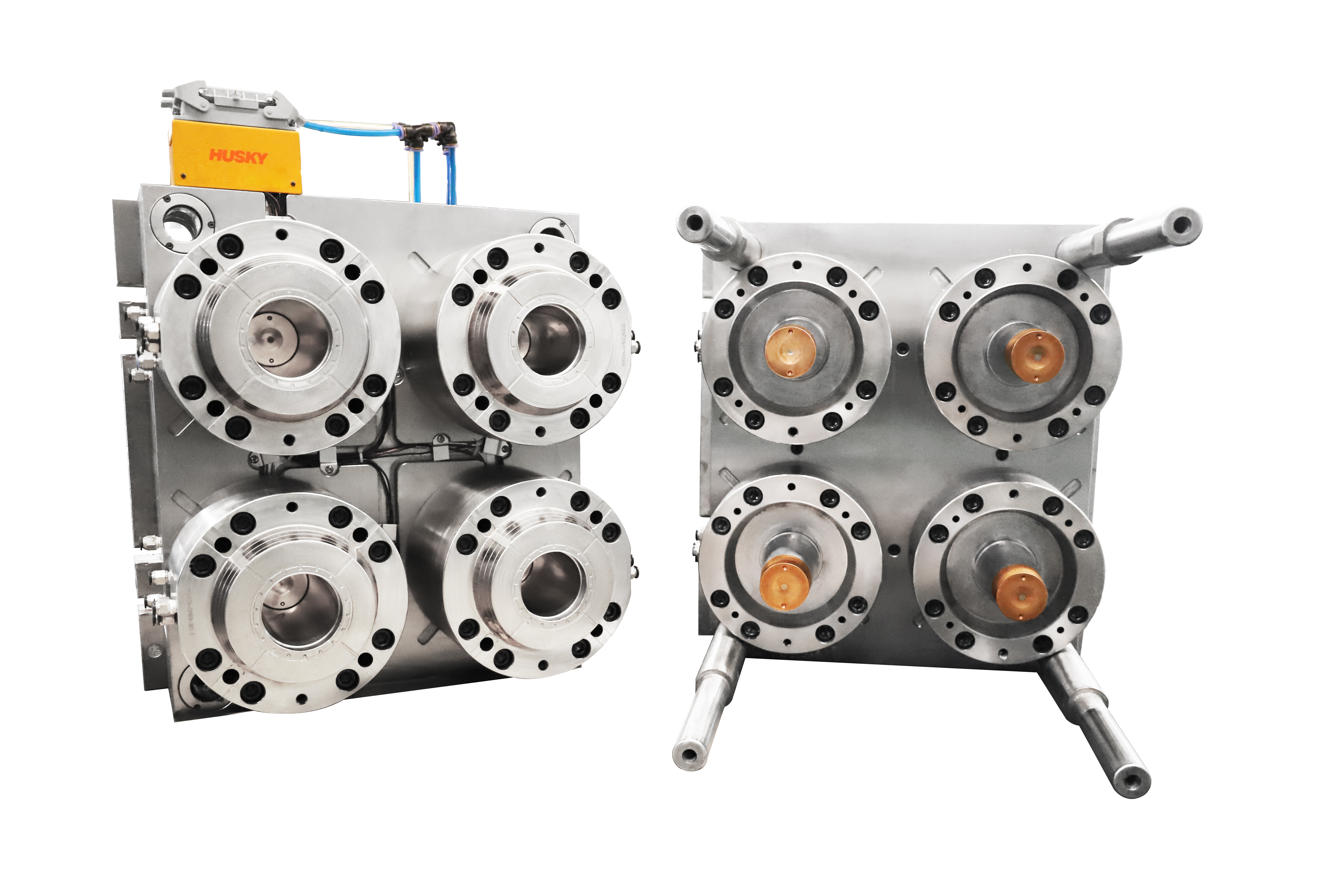
4穴模具
更换模芯即可切换产线

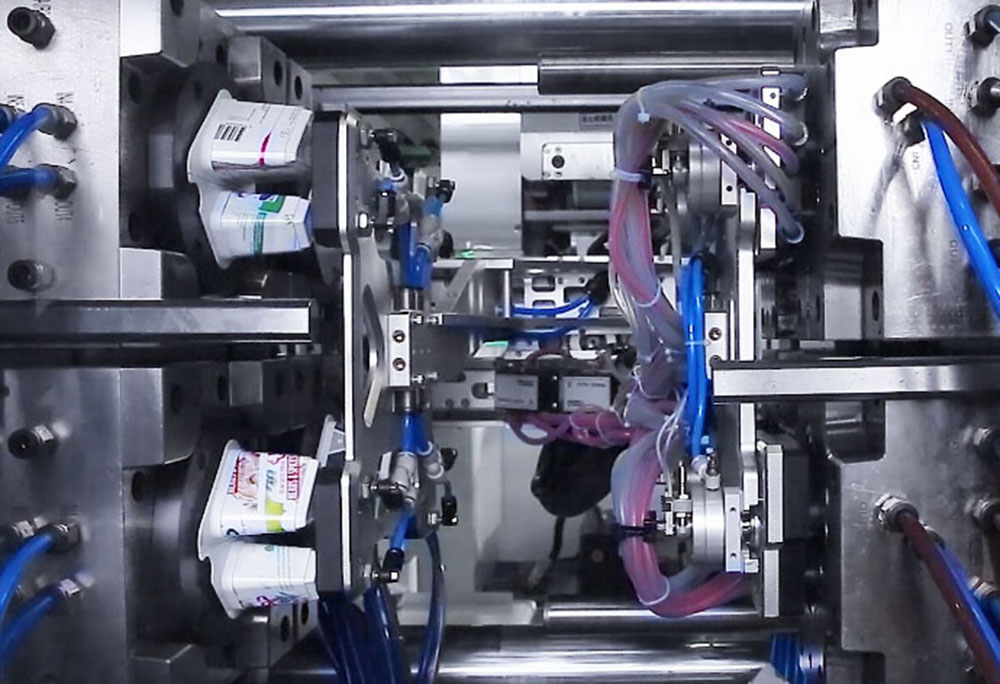
4穴模具
更换模芯即可切换产线
模内贴标(IML)系统成套解决方案


新闻与技术
2019.04.09
模内贴标盒智能生产系统- 折叠果酱盒
2017年7月,珂明接到客户需求,订制一套可折叠的果酱盒生产系统。在经过专业团队的研发设计和制作及装配调试,同年11月,客户亲临珂明工厂验收,acmeplas成功交付了这套智能生产系统。

2026.01.16
筑牢安全防线 共筑平安屏障 图片 珂明集团消防应急演练
生命周期服务

启动阶段
我们从机器安装调试到员工培训,全程提供支持,甚至在项目规划阶段(如有需要)也会提供支持。

现场安装与调试
- 单机通电测试、安全装置检查
- 整线空循环联调,确认时序同步

试量产与验收
- 工艺参数调试(温度、压力、速度、冷却时间)
- 小批量试产(100~500模),记录良品率
- 性能指标验证(克重、壁厚、标签附着力、节拍)
- 签署临时/最终验收报告

操作培训
- 工艺员培训:参数调整、模具维护、标签更换
- 维修工培训:常见故障排查、易损件更换
文档交付
- 模具保养规范、标签存储要求
- 电气原理图、气路图、机械图纸
- 易损件清单及推荐库存量

利用阶段
我们从机器安装调试到员工培训
日常运行监控
- 记录每班产量、良品率、停机次数及原因
预防性维护
- 每日:清洁模具、检查真空/静电吸附、清理标库毛刷
- 每周:检查机械手润滑、紧固气路接头
- 每月:更换过滤器、校准传感器
- 每季度:模具冷却水道除垢、电气柜除尘

备件管理
- 关键长交期备件提前采购

技术支持响应
- 紧急故障响应:4小时内响应,24小时内到厂
- 现场巡检:每季度一次

生产数据记录
- 视觉检测缺陷分类统计(标签偏移、气泡、缺料等)
- 模腔单独追踪(针对多腔模具)

优化阶段
我们从机器安装调试到员工培训,全程提供支持,甚至在项目规划阶段(如有需要)也会提供支持。
工艺参数优化
- 采用模流分析软件验证优化方案
- 实施DOE(实验设计),找到最佳参数组合
模具改进
- 增加排气槽,减少困气导致的标签气泡
- 更换耐磨材料,延长模具寿命
自动化升级
- 增加自动换标库、自动换模系统
- 引入AGV(自动导引车)实现物料自动配送

换产效率提升
- 增加模芯快换机构
- 优化标库切换方式(预装标签架)
能耗优化
- 余热回收利用
- 空压机集中供气与泄漏检测
数据深度分析
- 建立缺陷预测模型,提前预警异常模腔
- 输出OEE(综合设备效率)报表

延长产品生命周期还是逐步淘汰?
我们从机器安装调试到员工培训,全程提供支持,甚至在项目规划阶段(如有需要)也会提供支持。
延长——设备翻新与改造
- 注塑机控制系统升级(如更换为更智能的控制器)
- 机械手导轨、丝杠更换
延长——技术兼容性升级
- 视觉检测系统硬件升级(更高分辨率相机、更亮光源)
延长——延长维保合同
- 包含年度大修、紧急响应、备件供应
延长——再次性能验证
- 对比翻新前后的节拍、良品率、能耗

淘汰——资产评估
- 计算继续使用的维修成本 vs 新设备投资回报

淘汰——新技术调研
- 获取供应商报价和技术方案
淘汰——淘汰计划制定
- 规划新旧产线切换时间窗口(如利用假期)
- 备件消耗计划(不再新增库存)
淘汰——新设备采购与安装
- 老设备拆除、处置或二手出售
淘汰——知识转移
- 操作人员重新培训